




Industrial chemical scale up represents a fundamental shift in a project’s objective, moving from molecular discovery to logistical mastery. At the 1 liter laboratory scale, your product is the molecule; however, at the 800 liter production scale, your primary output is actually waste. This reality is rarely addressed in academic curricula, yet it is the leading cause of operational failure in commercial manufacturing. When a process transitions to high-volume throughput, the management of secondary streams—such as mother liquors and spent solvents—becomes just as critical as the primary synthesis.
The Hidden Complexity of Material Flow in Industrial Chemical Scale Up
In any industrial chemical scale up campaign, chemistry is rarely the first point of failure; instead, the breakdown occurs in material flow. While a 1 liter reaction produces negligible byproduct, an 800 liter run generates thousands of kilograms of material that must be stored, moved, tracked, and disposed of according to strict safety regulations.
The operational burden of an industrial chemical scale up includes managing staged Intermediate Bulk Containers (IBCs) and massive filter cakes that require specialized logistics. If a facility lacks the necessary staging infrastructure to handle these streams, the entire production line will halt. This highlights an uncomfortable industrial truth: throughput is not limited by reaction speed, but by the physical capacity to move waste out of the way.
Financial Risk and Survivability in Industrial Chemical Scale Up
A successful industrial chemical scale up does not typically fail because the chemistry is difficult; it fails because waste is expensive. Every liter of off-spec material or spent cleaning solvent carries a high cost related to regulatory tracking and hazardous disposal fees. In multi-kilo campaigns, the financial impact of disposal can rival the cost of raw materials.
To ensure survivability, facilities must implement automated tracking and robust safety systems. Utilizing hardware like the TruSteel AV30-02 allows operators to monitor vacuum levels and flow rates in real-time, ensuring that waste streams do not accumulate beyond safe limits. This data-driven approach is essential for any industrial chemical scale up, as it prevents the “quiet failures”—such as blinded filter plates or pump fatigue—that occur when a process is overwhelmed by its own volume.
Designing for Throughput in Industrial Chemical Scale Up
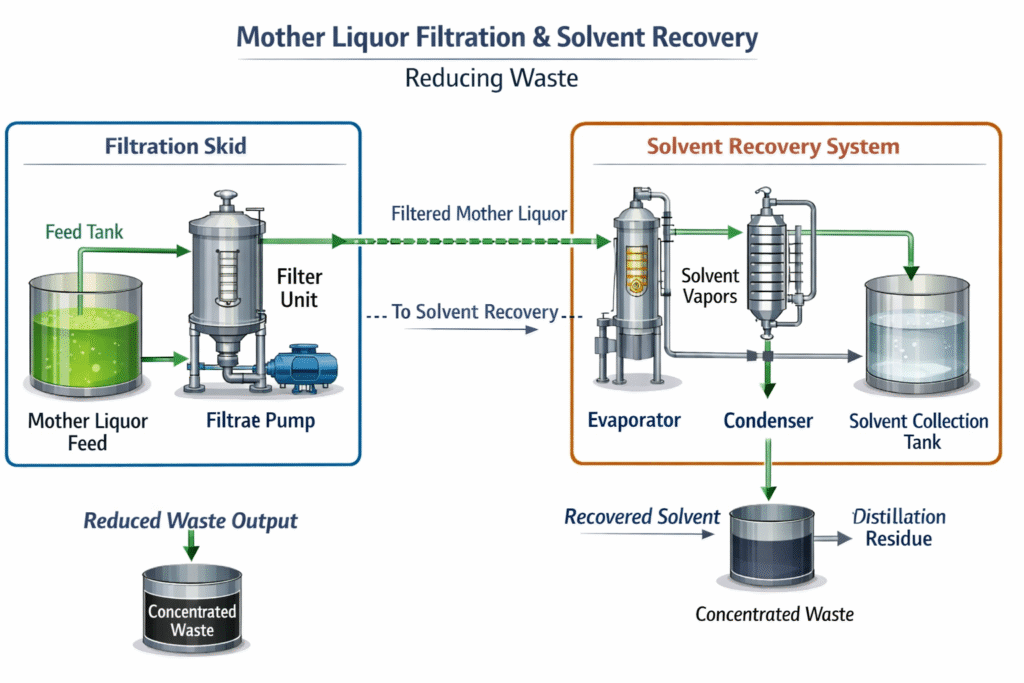
Designing for an industrial chemical scale up requires a proactive analysis of the entire material balance. Engineers must account for mother liquors and cleaning waste before the first batch begins. The integration of automated recovery systems can turn expensive spent solvents back into valuable raw materials, significantly reducing the overall risk profile of the operation.
By recognizing that operations, rather than chemistry, is the primary bottleneck, industry leaders can invest in the infrastructure necessary for a successful industrial chemical scale up. This includes using localized control panels to manage high-throughput processing without the downtime associated with manual batch transfers. Ultimately, the ability to manage the logistical consequences of production defines the leaders in the high-purity chemical industry.
Conclusion
The evolution of professional chemical manufacturing is a journey toward logistical precision. Mastering industrial chemical scale up requires a balanced focus on chemical yields and the mechanical realities of waste management. By prioritizing the recovery of filtrate and the efficient handling of filter cakes, facilities can avoid the expensive bottlenecks that derail unrefined scale-up attempts. In the world of high-volume production, the efficiency of your waste management is the foundation of your profitability.