




Fractional purification in chemical manufacturing is often perceived as a process that concludes with chromatography, yet for the industrial chemist, the true terminal step is filtration. While bench scale operations treat filtration as a minor formality, production scale environments reveal it as the primary determinant of process efficiency. The transition from laboratory to industrial throughput shifts the focus from purely chemical kinetics to the mechanical realities of isolation. In this context, the success of a campaign is measured not just by the reaction yield, but by the ability to cleanly separate the filtrate from waste under the rigorous demands of continuous production.
Mechanical Realities of Industrial Filtration Systems
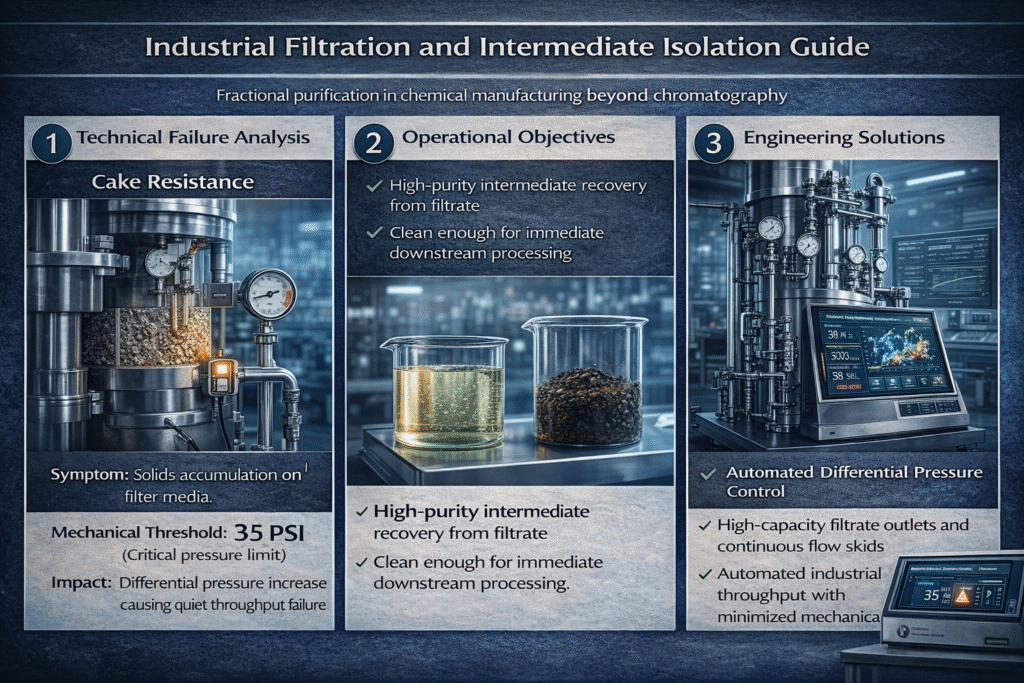
At the production scale, the limitations of the chemical reaction are often superseded by the tolerance of the filter media. Unlike small scale laboratory filtration where gravity or modest vacuum suffices, industrial throughput lives and dies by differential pressure. As solids accumulate, they do not simply filter out; they create cake layers that significantly increase resistance, slowing processes down to a complete halt if not managed correctly.
The engineering challenge lies in maintaining a steady state flow while dealing with high solids loading. If the filter media cannot tolerate the chemical or physical stress of the process, the entire production line becomes bottlenecked. This quiet failure manifests as one clogged plate at a time, slowly eroding the profit margins and throughput of the facility. For researchers focused on fractional purification in chemical manufacturing, understanding these mechanical failure modes is as critical as the synthesis itself.
Extracting Value through Clean Filtrate Recovery
In many extraction processes, specifically within the cannabinoid and fine chemical sectors, the filtration step is not about collecting a solid product. Instead, the primary objective is the clean recovery of the filtrate for downstream processing. The plant material or synthetic byproduct is essentially waste that must be dried and disposed of, while the real value remains dissolved in the liquid phase.
To push these intermediates downstream, the filtrate must be exceptionally clean to avoid fouling secondary equipment like Falling Film Evaporators. Any particulate matter that passes through the primary filter can cause cumulative mechanical failures in pumps and seals. Therefore, achieving precision in fractional purification in chemical manufacturing requires a filtration strategy that prioritizes the clarity of the filtrate, ensuring it is ready for immediate concentration or further refinement.
Throughput Optimization and Engineering Constraints
The best reaction in the world is essentially useless if the resulting intermediate cannot be isolated effectively. High potency analogs and complex molecules require specialized filtration environments to prevent degradation during the separation phase. When scaling to 50 liters or higher, the mechanical seals and pumps must be integrated with the filtration unit to handle the increased differential pressure without failing.
Strategic infrastructure, such as automated continuous solvent recovery systems, often incorporates advanced filtration stages to protect the evaporator’s thermal surfaces. By monitoring the process through localized control panels, technicians can detect clogging before it leads to a total system shutdown. This data driven approach to fractional purification in chemical manufacturing allows teams to adjust pressure and flow rates in real time, turning a potential bottleneck into a streamlined operational advantage.
Conclusion
Filtration is the quiet engine of chemical production, and its failure is rarely dramatic. It is a slow attrition caused by clogged media and mechanical fatigue. In the realm of fractional purification in chemical manufacturing, mastering this step is what separates a successful pilot from a profitable industrial process. By recognizing that yield is limited by engineering constraints and focusing on the recovery of high quality filtrate, manufacturers can ensure their chemical innovations are successfully isolated and moved to market. The future of high purity manufacturing lies in the seamless integration of chemistry with robust, automated filtration and recovery infrastructure.